Titanlegeringar och nickelbaserade superlegeringar är mycket vanliga material i flyg- och rymdindustrin eftersom de är korrosionsbeständiga samt ger hög mekanisk hållfasthet och termisk stabilitet under extrema driftsförhållanden.
Men medaljen har också en baksida - dessa material är svårbearbetade vilket direkt påverkar verktygslivslängden, ytskiktets kvalitet och processtabiliteten
Tack vare stor kunskap om och lång erfarenhet av denna typ av tillämpningar har ISCAR:s utvecklingsingenjörer kunnat utveckla skärande verktyg som motverkar verkstygsslitage, värmeutveckling och vibrationer.
Fokus ligger på att uppnå förbättrad verktygslivslängd, dimensionsstabilitet och processeffektivitet vid tillverkning av komponenter till flyg- och rymdindustrin.
Eftersom titanlegeringar och nickelbaserade superlegeringar har hög hållfasthet i förhållande till sin vikt och dessutom är mycket värmebeständiga, har de kommit att bli viktiga material i bärande komponenter, motordelar och andra kritiska konstruktioner.
Det är också just dessa egenskaper som gör materialen svårbearbetade jämfört med konventionella stål- eller aluminiumlegeringar.
Låga materialavverkningshastigheter och verktyg som slits snabbt i kombination med strikta kvalitetskrav gör att de totala tillverkningskostnaderna skjuter i höjden.
En bov i dramat är den låga värmeledningsförmågan i titanlegeringar som Ti 6Al 4V. Värmeledningsförmågan är endast ca en sjättedel av motsvarande värde för stål, vilket gör att den värme som genereras under bearbetningen koncentreras till kontaktpunkten mellan verktyget och arbetsstycket.
Detta påskyndar fasförslitningen och kan leda till plastisk deformation av skäreggen.
Titanium also exhibits strong chemical affinity with cutting tool materials, increasing the tendency for built up edge formation and material adhesion, particularly at lower cutting speeds.
Titan uppvisar också en stark kemisk affinitet till verktygsmaterialet, vilket ökar tendensen till löseggsbildning och vidhäftning av material, särskilt vid lägre skärhastigheter. För att klara dessa utmaningar använder ISCAR finkorniga hårdmetallsubstrat och avancerade PVD-beläggningar i några av sina fräsfamiljer som HELIDO och CHATTERFREE och en del andra solida hårdmetallpinnfräsar har konstruerats för att bibehålla eggsäkerheten med minimal friktion och värmeutveckling.
Med nickelbaserade superlegeringar ändras bearbetningsförhållandena, men de bjuder fortfarande på stora utmaningar. Dessa superlegeringar har hög hållfasthet även vid höga temperaturer och uppvisar tydliga deformationshärdande egenskaper.
Detta leder till höga skärkrafter vid bearbetningen, snabb arbetshärdning framför skäreggen och aggressiva förslitningsmekanismer som strål-, diffusions- och gropförslitning.
För att begränsa värmeutvecklingen minskar man vanligtvis skärhastigheterna, vilket givetvis påverkar produktiviteten negativt.
ISCAR:s åtgärd för att motverka dessa problem är att förstärka skärgeometrierna och att förse skären med termiskt stabila beläggningar. Exempel på detta återfinns i SUMOTEC-sorter inom både svarv- och fräsfamiljer, som är konstruerade för att ge förutsägbara förutsägbar förslitning under långa bearbetningscykler.
Vid bearbetning av flyg- och rymdkomponenter måste man uppfylla mycket strikta krav som handlar om betydligt mer än enbart dimensionsnoggrannhet.
Ett typiskt toleransintervall är ±5 till ±10 mikrometer samtidigt som ytintegriteten måste säkerställas för att undvika mikrosprickor, utsmetat material eller kvarvarande dragspänningar som kan försämra utmattningshållfastheten.
Många komponenter inom flyg- och rymdindustrin är tunnväggiga med komplexa geometrier eller bearbetas intermittent, vilket ökar känsligheten för vibrationer och verktygsutböjning.
ISCAR:s fräsar med variabel spiralvinkel och differentierad tanddelning i familjerna CHATTERFREE och HELIMILL är särskilt avsedda att motverka vibrationer och förbättra processtabiliteten under sådana förhållanden.
För att klara höga mekaniska och termiska belastningar utan att skäreggen flisas ur måste de substrat som används vid bearbetning av flyg- och rymdkomponenter ha rätt balans mellan hårdhet och seghet.
För att ge tillräcklig slitstyrka utan att göra avkall på segheten, särskilt vid intermittenta eller instabila bearbetningsförhållanden, väljer konstruktörerna vanligen finkorniga hårdmetallsorter.
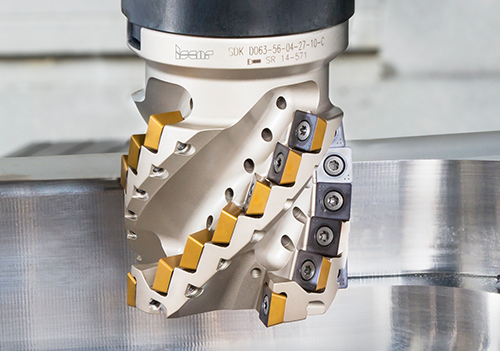
På grund av deras starka vidhäftning, termiska stabilitet och förmåga att minska friktionen i kontaktpunkten mellan verktyg och spåna (bild 1) används ofta PVD-beläggningar vid bearbetning av titan- och nickelbaserade legeringar.
Vid fräsning används skär med variabel spiralvinkel och tanddelning för att stoppa de harmoniska frekvenserna och minska vibrationerna, vilket är särskilt viktigt vid bearbetning av tunnväggiga komponenter.
Vid bearbetning av titanlegeringar gör strategier med höghastighetsfräsning med verktyg som HELIMILL HFM det möjligt att minska det radiella ingreppet med högre matningshastigheter, vilket sänker skärkrafterna och begränsar värmeutvecklingen.
För nickelbaserade superlegeringar är frässtrategier med konstant ingrepp och jämn spåntjocklek särskilt lämpliga för att minimera slitaget vid det maximala skärdjupet där det är mest sannolikt att det uppstår strålförslitning.
För att klara de höga skärkrafterna och den stora termiska belastningen som uppstår vid svarvning och avstickning av legeringar för flyg- och rymdkomponenter krävs det säkra skärgeometrier och fastspänningssystem.
För extra stabil bearbetning är många av ISCAR:s svarvfamiljer konstruerade med robusta skärlägen och optimerad eggpreparering. Här är det viktigt med effektiv spånkontroll, särskilt vid titanbearbetning där långa, obrutna spånor annars kan hamna i skärzonen och skada arbetsstycket eller verktyget.
Vid svarvning i superlegeringar spelar skärgeometrin och prepareringen av skäreggen en central roll för att motverka gropförslitning och förlänga verktygens livslängd vid kontinuerlig bearbetning.
Ett mycket kritiskt moment vid bearbetning av flyg- och rymdkomponenter är håltagning (bild 2) eftersom hålkvaliteten avgör hur väl komponenterna passar ihop vid monteringen och även har stor betydelse för den färdiga konstruktionens hållfasthet, utmattningsegenskaper och säkerhet.
ISCAR:s borrningslösningar, exempelvis SUMOCHAM och QUICK-3-CHAM, samt vändskärssystemen DR TWIST och TRIDEEP, har optimerade borrspetsgeometrier och invändig kylvätsketillförsel som förbättrar spånevakueringen och minskar den termiska belastningen på skäreggen.
Dessa lösningar ger konsekvent god hålkvalitet.
Livslängden på de verktyg som används vid bearbetning av komponenter för flygindustrin avgörs av ett komplext samspel mellan skärparametrar, verktygsgeometri, kylvätsketillförsel och maskinens förmåga att motverka vibrationer.
Produktionsdata och empiriska studier visar konsekvent att relativt små minskningar av skärhastigheten, ofta i intervallet 10 till 20 procent, kan förbättra verktygslivslängden avsevärt vid bearbetning av nickelbaserade superlegeringar, utan att cykeltiden ökar proportionellt.
ISCAR:s verktygsstrategier utgår från att slitageegenskapernas förutsägbarhet och repeterbarhet är viktigare än verktygens maximala teoretiska livslängd, eftersom förutsägbarhet gör det lättare att planera in verktygsbytena och minskar risken för att verktygen plötsligt får något fel eller går sönder och orsakar skador på dyra komponenter (bild 3).
I en verkstad där man bearbetar titan observerades en kraftig fasförslitning och en ojämn ytjämnhet vid sidbearbetning.
Genom att använda en ISCAR-fräs med variabel spiralvinkel, optimera valet av beläggning och justera skärparametrarna ökade verktygets livslängd med mer än 30 procent.
Ytfinhetsvärdena reducerades så att de låg inom specifikationsgränserna, vilket resulterade i förbättrad processtabilitet, minskad kassation och färre operatörsingripanden.
Digitala verktygsbibliotek med CAM-system blir allt viktigare vid processplaneringen för tillverkning av delar till flyg- och rymdindustrin
ISCAR:s digitala verktygsplattformar tillhandahåller standardiserade verktygsdata som stöd för att göra konsekventa verktygsval och definiera verktygsparametrarna, vilket minskar inmätningsvariationen och förkortar processutvecklingscyklerna.
Med hjälp av simulerings- och verifieringsverktyg går det att utvärdera och optimera bearbetningsstrategierna innan de implementeras på verkstadsgolvet, vilket minskar riskerna vid bearbetning av dyra flyg- och rymdkomponenter.
Förbättrad verktygslivslängd och stabila bearbetningsprocesser bidrar direkt till att minska energiförbrukningen per tillverkad komponent.
Med tanke på att råmaterialet som används i flyg- och rymdkomponenter är dyrt kan även till synes marginella minskningar av avverkat material ge betydande kostnadsbesparingar.
Effektiva bearbetningsstrategier bidrar även till hållbarhetsmålen genom att minimera materialspill och maximera verktygsutnyttjandet.
Vid bearbetning av titan- och nickelbaserade superlegeringar till flygkomponenter krävs därför att metoderna anpassas till materialets egenskaper samt att verktygstekniken och bearbetningsstrategierna samordnas och planeras in i minsta detalj.
Datadrivna verktygsval och processoptimeringar i kombination med ISCAR:s specialanpassade verktygssortiment för flyg- och rymdindustrin gör det möjligt att åstadkomma mätbara förbättringar av verktygens livslängd, ytintegritet och processtillförlitlighet.
ISCAR:s strategier ger ett ramverk för att kunna hantera alla de utmaningar som är förenade med bearbetningen av legeringar för användning inom flyg- och rymdindustrin samtidigt som strikta kvalitets- och prestandakrav uppfylls.